砂型鑄造是鑄造工藝的主要方法,約占整個鑄件生產的80%。砂型鑄造,按粘結劑材料分類,可分為粘土砂鑄造、樹脂砂鑄造和水玻璃砂鑄造等3大類。這3種工藝均適用于鑄鋼件的生產,有各自的優勢和劣勢,其生產方法優缺點比較見表1,工藝性能比較見表2。
表1 鑄鋼件用一般砂型方法的優缺點比較

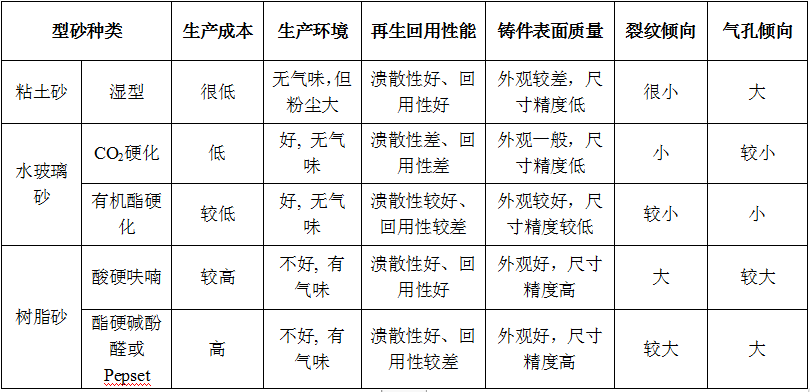
表2 幾種常見的鑄鋼件用砂型工藝性能比較
在我國,水玻璃砂工藝是生產鑄鋼件的主要型砂工藝種類。水玻璃砂具有明顯的優勢,也有其明顯的缺點。
與粘土砂相比,產生粉塵污染較少,具有型砂流動性好、易緊實、操作簡便、勞動強度低、工作條件好、型(芯)尺寸精度高、鑄件質量好,以及鑄件缺陷少、生產能耗低等優點。
與樹脂砂相比,產生化學污染較少,具有生產成本低,現場無毒、無味,以及勞動條件好等優勢,因其具有優良的高溫退讓性而能有效地減輕鑄鋼件的裂紋傾向。
但其主要缺點為:鑄鋼件尺寸精度低,型芯砂潰散性差,落砂清理困難,舊砂再生回用困難,廢棄排放量大,容易造成環境污染。
在歐美國家, 采用粘土砂或堿性酚醛樹脂砂生產鑄鋼件的報道較多。與酸硬化呋喃樹脂砂比較,堿性酚醛樹脂砂鑄鋼件產生裂紋的趨勢有較大降低,但樹脂的加入量大為提高,鑄件的成本上升,且舊砂的再生回用性能下降。
20世紀90年代以后, 為了解決鑄鋼件的落砂清理問題,國內一些工廠嘗試采用呋喃樹脂砂工藝,但此過程遇到了很大的麻煩,鑄鋼件的裂紋缺陷明顯增加,在進行表面磁粉探傷檢查時磁痕集聚現象更為突出,所以很多企業又回到了水玻璃砂工藝。為了改善水玻璃砂的潰散和再生問題,工廠對CO2硬化方法進行了改進,采用有機酯硬化技術,這使鑄件質量也所改善。隨著我國機械工業的發展,對鑄造生產過程排放和鑄件質量提出了越來越高的要求,呋喃樹脂砂工藝生產的鑄件尺寸精度和表面質量均優于粘土砂和普通水玻璃砂工藝,并且由于其高潰散性和高回用性而使清理打磨工作量和廢砂排放量均較少,因此,近年來用樹脂砂生產鑄鋼件的企業也在逐步增多。無論選用何種砂型工藝,鑄鋼件的熱裂總是鑄造人員必須面對的棘手問題。
公司簡介
諸城市開源鑄造有限公司坐落于風箏之都--山東濰坊 ,是一家專業生產中高端碳鋼、合金鋼、球墨鑄鐵等材質鑄件的民營企業,屬當地政府招商引資項目。公司占地面積11000m2,現有員工100余人,其中技術研發人員5人,高級工程師2人,質檢人員3人,年產能可達3000噸。
開源鑄造致力于OEM鑄造,產品廣泛應用于機械五金、建筑、電力金具、鐵路、汽車、農機等領域。公司擁有穩定的客戶群體,產品主要銷往歐盟、美國、加拿大、中東等國家和地區。
在生產過程中開源鑄造主要采用先進的覆膜砂殼型鑄造生產工藝,常規可生產 0.1kg~50kg的鑄件,該生產工藝具有制殼、制芯速度快等特點,可批量生產,從而提高了生產效率, 且鑄件尺寸穩定,鑄件表面光潔。
我司擁有全套環評資質,且已通過SGS ISO 9001:2015 質量體系認證。生產車間配有中頻環保電爐、自動模具生產線、熱處理爐等設備,同時應用三維模擬澆鑄軟件和包括爐前分析儀、光譜儀、金相顯微鏡、拉伸試驗機、壓力試驗機、硬度試驗機等在內的先進檢測設備,嚴格控制生產流程,確保產品質量。
我們的使命是通過完整的模具設計制作、卓越的生產工藝和完善的供應鏈管理為客戶提供最為優質的產品和服務。公司本著雄厚的科技力量,先進的檢測手段,豐富的生產經驗,高度的敬業精神,嚴謹的科學管理,周到的售后服務,贏得了國內外客戶的廣泛好評。我們將以卓越品質,優質服務成為您最值得信賴的合作伙伴。
免責聲明:本文轉載自互聯網,版權歸原作者所有,且僅代表原作者觀點。轉載目的在于傳遞更多信息,如果侵犯,請及時通知我們,本網站將在第一時間及時刪除。